
In முதலீட்டு வார்ப்பு,ஒரு வடிவம் அல்லது பிரதி உருவாகிறது (பொதுவாக மெழுகிலிருந்து) மற்றும் பிளாஸ்க் எனப்படும் உலோக உருளைக்குள் வைக்கப்படுகிறது. வெட் பிளாஸ்டர் மெழுகு வடிவத்தைச் சுற்றி உருளையில் ஊற்றப்படுகிறது. பிளாஸ்டர் கடினமாக்கப்பட்ட பிறகு, மெழுகு மாதிரி மற்றும் பிளாஸ்டர் கொண்ட சிலிண்டர் ஒரு சூளையில் வைக்கப்பட்டு, மெழுகு முழுமையாக ஆவியாகும் வரை சூடாக்கப்படுகிறது. மெழுகு முழுவதுமாக எரிந்த பிறகு (டி-வாக்சிங்), அடுப்பிலிருந்து குடுவை அகற்றப்பட்டு, மெழுகு விட்டுச் செல்லும் குழிக்குள் உருகிய உலோகம் (பொதுவாக அலாய் ஸ்டீல், துருப்பிடிக்காத எஃகு, பித்தளை... போன்றவை) ஊற்றப்படும். உலோகம் குளிர்ந்து திடப்படுத்தப்பட்டவுடன், பிளாஸ்டர் துண்டிக்கப்பட்டு, உலோக வார்ப்பு வெளிப்படும்.
உலோகத்தில் சிக்கலான வடிவவியலுடன் சிற்பப் பொருட்கள் அல்லது பொறியியல் வடிவங்களை உருவாக்குவதற்கு வார்ப்பு மிகவும் பயனுள்ளதாக இருக்கும்.வார்ப்பு பாகங்கள் இயந்திர பாகங்களில் இருந்து முற்றிலும் வேறுபட்ட, தனித்துவமான தோற்றம் கொண்டவை. இயந்திரத்திற்கு கடினமாக இருக்கும் சில வடிவங்கள் மிகவும் எளிதாக வார்க்கப்படுகின்றன. பெரும்பாலான வடிவங்களுக்கு குறைவான பொருள் கழிவுகள் உள்ளன, ஏனெனில் எந்திரம் போலல்லாமல், வார்ப்பது என்பது கழித்தல் செயல்முறை அல்ல. இருப்பினும், வார்ப்பதன் மூலம் அடையக்கூடிய துல்லியமானது எந்திரத்தைப் போல சிறப்பாக இல்லை.
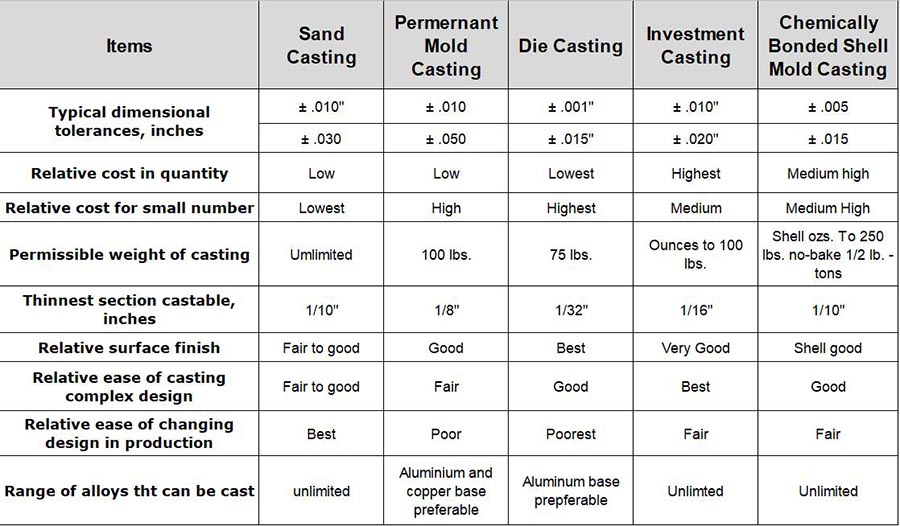
முதலீட்டு வார்ப்பை எப்போது தேர்வு செய்ய வேண்டும், எப்போது மணல் வார்ப்பை தேர்வு செய்ய வேண்டும்?
முதலீட்டு வார்ப்பின் ஒரு பெரிய நன்மை என்னவென்றால், மணல் வார்ப்பு முறையின் கீழ் வெட்டுக்களை அனுமதிக்கும். இல்மணல் வார்ப்பு, பேட்டர்ன் பேக் செய்யப்பட்ட பிறகு மணலில் இருந்து வெளியே இழுக்கப்பட வேண்டும், அதேசமயம் முதலீட்டு வார்ப்பில் முறை வெப்பத்தால் ஆவியாகிவிடும். வெற்று வார்ப்புகள் மற்றும் மெல்லிய பகுதிகள் முதலீட்டு வார்ப்புடன் மிகவும் எளிதாக செய்யப்படலாம், மேலும் சிறந்த மேற்பரப்பு பூச்சு பொதுவாக அடையப்படுகிறது. மறுபுறம், முதலீட்டு வார்ப்பு மிகவும் சரியான நேரத்தில் மற்றும் விலையுயர்ந்த செயல்முறையாகும், மேலும் மணல் வார்ப்பு செய்வதை விட குறைவான வெற்றி விகிதத்தைக் கொண்டிருக்கலாம், ஏனெனில் செயல்பாட்டில் அதிக படிகள் மற்றும் விஷயங்கள் தவறாக நடக்க அதிக வாய்ப்புகள் உள்ளன.
இடுகை நேரம்: டிசம்பர்-18-2020